Plastmasu var viegli apstrādāt ar parastām metāla un dažreiz arī ar koka apstrādes iekārtām. Taču ir vairākas lietas, kas ir jāņem vērā, lai iznākums būtu labs.
- Instrumentiem ir jābūt asiem. Atsevišķu polimēru grupu apstrādei ir nepieciešami atšķirīgi instrumenti.
- Padošanas ātrumam ir jābūt iespējami lielam.
- Ir jābūt pietiekamai brīvai vietai, lai vienīgi griezējvirsma saskartos ar materiālu.
- Ir jānodrošina laba skaidu nosūkšana.
- Ir jālieto dzesēšanas šķidrumi, ja izdalās daudz siltuma, piemēram, urbjot.
Dzesēšana
Tā kā plastmasa slikti vada siltumu un ātri sāk kust, galvenā apstrādes prasme ir siltuma noņemšana un skaidu nosūkšana, tādējādi izvairoties no deformācijām, spriedzēm vai pat izkušanas.
- Apstrādājot neilonu, polietilēnu un mīkstus materiālus, ir nepieciešams maksimāls padošanas ātrums, lai attālinātu skaidas no instrumenta un neļautu tām sakrāties ap vietu, kas tiek apstrādāta.
- Ir jāizvēlas instrumenti, kas atstāj daudz brīvas vietas, lai varētu aizvākt skaidas un veikt dziļāku griezumu.
- Ir jāizmanto frēzes ar diviem vai trim nažiem.
- Ir ieteicams izmantot pūtējus vai vakuuma nosūcējus.
- HSS ir labs, bet karbīds ir cietāks.
- Apstrādājot stikla vai oglekļa šķiedras materiālus, ir jāsamazina ātrums un jāpalielina padošanas ātrums.
Parasti apstrādē dzesēšanas šķidrumi nav nepieciešami (izņemot urbšanu un atdalīšanu), taču optimālai virsmas apstrādei un labākai tolerancei ir ieteicams izmantot nearomātiskus ūdens šķīduma dzesēšanas šķidrumus. Smidzināšana un saspiests gaiss ir labi dzesēšanas veidi. Šķidrumi uz minerāleļļas bāzes der metāliem un daudzām plastmasām, bet var veicināt spriedzes veidotu plaisu rašanos amorfām plastmasām. No amorfām plastmasām dzesēšanas šķidrums ir pēc iespējas ātrāk jānomazgā ar izopropanolu un tīru ūdeni.
Instrumenti
Apstrādājamais materiāls ļoti ietekmē instrumentu izmantošanas laiku. Ir ieteicams izmantot HSS, karbīda, dimanta pārklājuma, PCD un CVD griezējinstrumentus.
- HSS (High-speed Steel) ir labs daudzu plastmasu apstrādei.
- Karbīda instrumenti ir ieteicami nepārtrauktai ražošanai.
- PCD (Polycrystalline diamond) un CVD (Chemical Vapour Deposition) uzgaļi ir svarīgi, ja apstrādā plastmasu ar stiklašķiedras, oglekļa šķiedras vai grafīta pildījumu.
Spīles
- Plastmasa ir elastīgāka saspiežot.
- Tā ir vieglāk saliecama.
- Ir nepieciešams mazāk spēka griešanai.
- Malu apstrādei un vieglai frēzēšanai labi noder vakuuma sistēmas.
- Mazu, plānu detaļu nostiprināšanai var izmantot divpusējo līmlenti.
- Augstas kvalitātes frēzēšanai ir vērts ieguldīt labās spīlēs.
Zāģēšana
- Cirkulārie, lentzāģi, zobenzāģi un giljotīnas zāģi ir izmantojami termoplastikāta zāģēšanai.
- Zāģa ceļam ir jābūt pēc iespējas lielākam, lai izvairītos no iesprūšanas.
- TPI (Teeth per inch) ir jāatbilst materiālam: mazam, ja zāģē mīkstu, zemas temperatūras materiālu, un augstam, ja materiāls ir plāns vai pildīts.
Daudzu, it īpaši stiprinātu materiālu zāģēšana ar parastu ripzāģi veido plaisas.
Zāģa zobu parametri
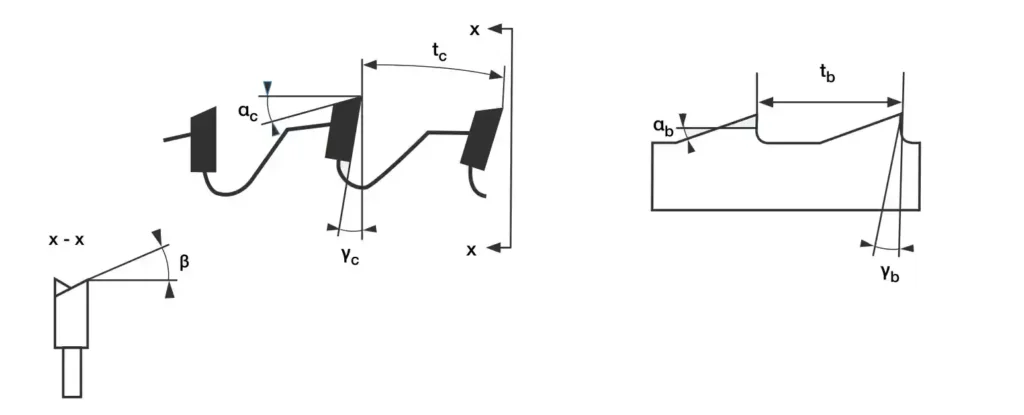
Ripzāģi mīkstām plastmasām
α = 15-30°
β = 10-15°
γ = 2-5°
V = 500-800 m/min
t = 2-8 mm
Ripzāģi cietām plastmasām
α = 10-15°
β = 10-15°
γ = 0-15°
V = 1000-3000 m/min
t = 8-45 mm
Lentzāģi cietām plastmasām
α = 25-40°
γ = 0-8°
V = 50-500 m/min
t = 4-10 mm
Bojājumu novēršana
Izkususi virsma
- Truli zobi
- Zoba pamatne beržas pret virsmu
- Nepietiekams zāģa ceļš
- Padošanas ātrums par mazu
- Ripas ātrums par lielu
Raupja virsma
- Padošana par smagu
- Nepareizi atstarpju leņķi
- Asumi uz ripas
- Ripa nav centrēta
Izrautas skaidas zāģējuma malās
- Nav slīpgriezuma asām malām
- Truli zobi
- Nepietiekama sānu atstarpe
- Pārāk mazs zobstarpas apaļojums (grieztais materiāls ir jāizmet pamazām, nevis strauji)
Robaini stūri
- Pārāk liels griezējvirsmas slīpums
- Griešana nav sākta lēni
- Truli zobi
Vibrēšana
- Ripa nav piestiprināta stingri
- Materiāls nav piestiprināts stingri
- Pārāk dziļš griezums (vajag griezt divos piegājienos)
Urbšana
Plastmasa ļoti ātri sakarst urbšanas laikā, īpaši, ja dziļums divas reizes pārsniedz diametru, tāpēc ir ļoti ieteicams izmantot dzesēšanas šķidrumu.
Mazi caurumi (0.5-25mm diametrā)
HSS vītņurbji parasti urbj labi. Ja vajag uzlabot siltuma un skaidu noņemšanu, ir regulāri jāpaceļ urbis (“knābienurbšana”). Lēni spirālurbji labāk attālina skaidas.
Lieli caurumi (25mm un lielāki)
Ir ieteicams izmantot urbjus ar platām skaidu rievām, lai samazinātu vibrāciju un siltuma veidošanos. Lielus caurumus labāk ir urbt pakāpienveidīgi, piemēram, 50mm caurumu sāk urbt ar 12mm urbi, tad 25mm, tad resnāku. Vienmēr ir jāmēra izurbtais caurums, jo daudzas plastmasas saraujas pēc urbšanas.
Urbja parametri
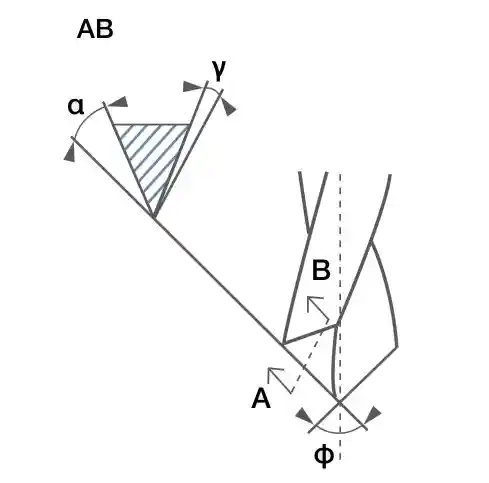
Mīkstām plastmasām
α = 5-15°
γ = 10-20°
φ = 90°
V = 50-150 m/min
S = 0.1-0.3 mm/apgr.
Cietām plastmasām
α = 5-10°
γ = 3-5°
φ = 90-120°
V = 50-100 m/min
S = 0.1-0.3 mm/apgr.
Bojājumu novēršana
Konusveidīgs caurums
- Nepareizi uzasināts urbis
- Nepietiekami brīvas vietas
- Pārāk liels padošanas spēks
Apdegusi, izkususi virsma
- Neatbilstošs urbja veids
- Nepareizi uzasināts urbis
- Pārāk vājš padošanas spēks
- Skaidu rievas pārāk šauras
Robaina virsma
- Pārāk liels padošanas spēks
- Pārāk daudz brīvas vietas
- Pārāk liels γ
Vibrēšana
- Pārāk daudz brīvas vietas
- Pārāk vājš padošanas spēks
- Urbja pārkare pārāk liela
- Pārāk liels γ
Spirālveida līnijas cauruma iekšpusē
- Pārāk liels padošanas spēks
- Urbis nav centrēts
Pārāk lieli caurumi
- Truls urbis
- Pārāk daudz brīvas vietas
- φ pārāk mazs
Pārāk mazi caurumi
- Pārāk liels padošanas spēks, it īpaši sākumā
- Griešanās ātrums pārāk mazs
- Skaidu rievas pārāk šauras
- Urbis nav iestiprināts centrā
- Urbis nav uzasināts pareizi
Izrautas skaidas urbuma otrā galā
- Truls urbis
- Urbis nav pilnīgi izgājis ārā otrā pusē
Strauja urbja nodilšana
- Pārāk liels padošanas spēks
- Pārāk liels griešanās ātrums
- Nepietiekama dzesēšana ar šķidrumu
Rūdīšana
Ja detaļām ir jābūt ideāli plakanām vai ja apstrāde nav simetriska no visām pusēm, tad starp apstrādes soļiem ir nepieciešama rūdīšana.
Ieteikumi
Pirmsapstrādē ir jāatstāj pietiekami materiāla gala apstrādei pēc rūdīšanas.
Bieži vien ir labi fiksēt detaļu vēlamajā formā rūdīšanas un atlaidināšanas laikā. Detaļu var atbrīvot, kad tā ir atdzisusi.
Ir nepieciešams nodrošināt vienādu temperatūru (± 3°C) visā krāsnī vai eļļas vannā visu rūdīšanas laiku.
Rūdīšanas procedūra
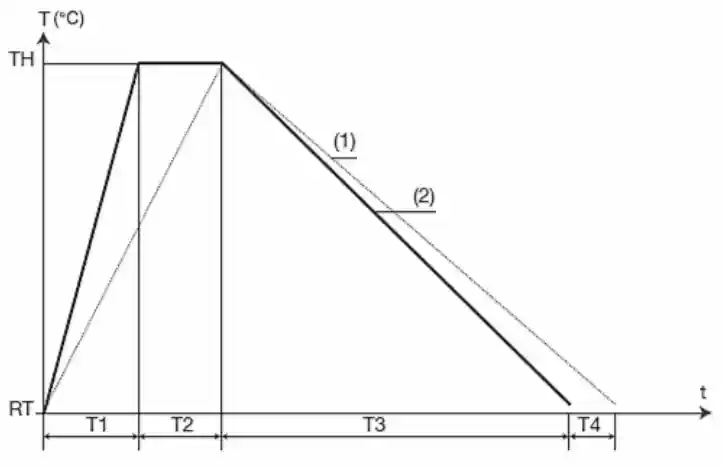
- T1: Uzsildīšana ar ātrumu 10-20 °C/h.
- T2: Rūdīšana ar ilgumu 10 min/mm.
- T3: Atdzesēšana ar ātrumu 5-10 °C/h.
- T4: Papildus laiks, lai detaļas temperatūra stabilizētos (3 min/mm).
Attēlā ar ciparu 1 atzīmēta plastmasas temperatūra detaļas vidū, ar 2 – sildošās vides temperatūra.
Rūdīšanas temperatūra
- 120°C – PE- (U)HMW
- 130°C – PC
- 150°C – PA, POM, PET
- 170°C – PSU
- 200°C – PPS, PPSU, PEI
- 250°C – PEEK
Rūdīšanas vide
Materiāliem PA, POM, PET, PE var izmantot gaisu, slāpekli vai eļļu. Pārējiem tikai gaisu vai slāpekli.
Nobeigums
Vienmēr ir jāatceras, ka:
- Plastmasas termiskā izplešanās ir desmit reižu lielāka nekā metālam.
- Plastmasa atdod siltumu lēnāk par metālu, tāpēc vieglāk pārkarst.
- Kušanas temperatūra ir daudz zemāka nekā metālam.
- Plastmasa ir daudz elastīgāka par metālu.
Tādējādi vienmēr ir vēlams izmēģināt stiprinājumus, instrumentus leņķus, ātrumus, lai iegūtu labu iznākumu.
LEJUPIELĀDES
Plastmasas apstrādes pamācība:
Plastmasas apstrādes pamācība: